 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
用棒料加工2个轴套,其孔径为φ40H6,长度为25mm,Ra=0.4μm,孔应如何加工()
A.镗
B.钻---镗---磨
C.钻---磨
D.钻---镗
 如搜索结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如搜索结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.镗
B.钻---镗---磨
C.钻---磨
D.钻---镗
如搜索结果不匹配,请 联系老师 获取答案
 更多“用棒料加工2个轴套,其孔径为φ40H6,长度为25mm,Ra…”相关的问题
更多“用棒料加工2个轴套,其孔径为φ40H6,长度为25mm,Ra…”相关的问题
第2题
成批生产某箱体, 已知其材料为HT300,箱体的外形尺寸(长×宽×高)为:690mm×520mm×355mm,试为该箱体前壁![]() 160K6通孔选择加工方案。该孔长度为95mm,表面粗糙度Ra要求为0.4
160K6通孔选择加工方案。该孔长度为95mm,表面粗糙度Ra要求为0.4![]() m,圆度公差要求为0.006mm。
m,圆度公差要求为0.006mm。
第4题
在CA6140型车床上车削外圆,已知工件毛坯直径为![]() 70mm,加工长度为400mm ;加工后工件尺寸为
70mm,加工长度为400mm ;加工后工件尺寸为![]() ,表面粗糙度为Ra3.2μm;工件材料为40Cr
,表面粗糙度为Ra3.2μm;工件材料为40Cr![]() ;采用焊接式硬质合金外圆车刀(牌号为YT15),刀杆截面尺寸为16mm×25mm,刀具切削部分几何参数为:
;采用焊接式硬质合金外圆车刀(牌号为YT15),刀杆截面尺寸为16mm×25mm,刀具切削部分几何参数为:
![]()
![]() ,
,![]()
试为该工序确定切削用量(CA6140型车床纵向进给机构允许的最大作用力为3500N)。
第5题
加工一外圆(材料为铝),精度为IT6,Ra≤0.6um,其加工方案为()。
A、粗车-半精车-粗磨-精磨-研磨
B、粗车-半精车-粗磨-精磨
C、粗车-半精车-精车-精细车
D、粗车-半精车-粗磨-精细车
第7题
大批量生产某轴,己知材料为20CrMnTi,轴全长234mm,最大直径![]() 74 mm,试为该轴
74 mm,试为该轴![]() 45k6段外圆表面选择加工方案。该表面长度为34mm,表面硬度58~ 64HRC),表面粗糙度Ra要求为0.8m,轴心线与相邻
45k6段外圆表面选择加工方案。该表面长度为34mm,表面硬度58~ 64HRC),表面粗糙度Ra要求为0.8m,轴心线与相邻![]() 74mm外圆表面端面的垂直度公差为0.02mm。
74mm外圆表面端面的垂直度公差为0.02mm。
第8题
A、0.05mm
B、0.15mm
C、0.45mm
D、1.5mm
第9题
3. 用车削轴向复合循环G71和精加工循环G70加工如图所示的零件,原料为Φ100×170的棒料,工件原点建立在工件右端面的中心上。粗加工所用刀具为01刀,对应的刀具补偿号为01;精加工所用刀具为02刀,对应的刀具补偿号为02。试填写所缺程序段,并完成问题回答。 (1)填空 O0001; ┈1┈; 换01刀,调用其刀补,建立工件坐标系。 M3 S300; 主轴正转,转速;300转/分钟。 G99 G00 X100.0 Z10.0; G71 U┈2┈ R0.5; 每刀切深1mm[直径]。 G71 P080 Q120 U0.5 W0.5 F100 S200; 对a---d粗车加工,留精加工余量 N080 G00 X40.0; 精加工轨迹开始,定位到 X40 G01 Z-30.0 F0.1; a→b X60.0 W-30.0; b→c W-20.0; c→d ┈3┈ X100.0 W-10.0; d→e,精加工轨迹定义结束 G00 X220.0 Z50.0; 快速退刀到换刀位置 ┈4┈; 换02刀,调用其刀补,建立工件坐标系 X50.0 Z10.0 G70 P┈5┈ Q┈6┈; 对a---d精加工 G00 X220.0 Z50.0; 快速返回到安全位置 M05; 主轴停转 M30; 程序结束 (2)回答问题: 1) G71和G72车削复合循环在进行加工时,主要进给方向有什么区别?二者是不是只能用于外圆加工? 2) G71 、G72与G73车削复合循环分别适合车削什么类型的毛坯?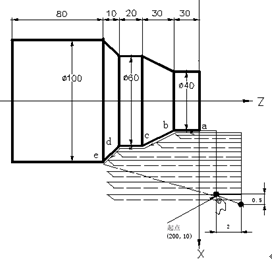
第10题
A、粗车—半精车
B、钻削—半精车
C、粗车—半精车—精车
D、钻削—半精车—精车




为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 上学吧
微信搜一搜
上学吧
上学吧
微信搜一搜
上学吧















