 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
制订工艺路线就是零件从毛坯投入,由粗加工到最后精加工的全部。A.生产b工艺C.工序D.工步()
A.e
B.r
C.g
D.c
 如搜索结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如搜索结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.e
B.r
C.g
D.c
如搜索结果不匹配,请 联系老师 获取答案
 更多“制订工艺路线就是零件从毛坯投入,由粗加工到最后精加工的全部。…”相关的问题
更多“制订工艺路线就是零件从毛坯投入,由粗加工到最后精加工的全部。…”相关的问题
第1题
锻造→( )→粗机加工→( )→精机加工→( )→粗磨加工→( )→精磨加工。
A.调质 B.氮化 C.消除应力 D.退火
第2题
锻造→( )→粗机加工→( )→精机加工→( )→粗磨加工→( )→精磨加工。
A.调质 B.氮化 C.消除应力 D.退火
第3题
锻造→( )→粗机加工→( )→精机加工→( )→粗磨加工→( )→精磨加工。
(A)调质 (B)氮化
(C)消除应力 (D)退火
第4题
A.调质 B.氮化 C.消除应力 D.退火
第7题
如图所示,零件材料为45号钢,大批量生产,硬度HRC30-35,请从以下ABCD四种工艺路线中选择一种零件合理的机械加工工艺路线。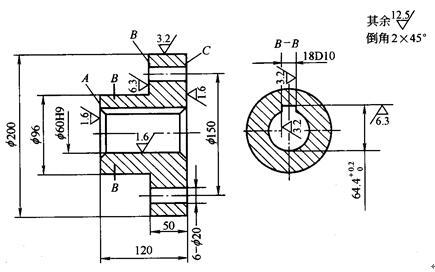 工艺路线A: 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 钻削,专用钻夹具,钻削6-Φ20孔; 50 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 60 半精车外圆及端面,半精镗Φ60孔; 70 钳,去毛刺 80 检验,入库 工艺路线B: 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 50 半精车外圆及端面,半精镗Φ60孔; 60 钻削,专用钻夹具,钻削6-Φ20孔; 70 钳,去毛刺 80 检验,入库 工艺路线C: 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 半精车外圆及端面,半精镗Φ60孔; 40 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 50 钻削,专用钻夹具,钻削6-Φ20孔; 60 检验 工艺路线D: 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 半精车外圆及端面,半精镗Φ60孔; 50 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 60 钻削,专用钻夹具,钻削6-Φ20孔; 70 钳,去毛刺 80 检验,入库
工艺路线A: 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 钻削,专用钻夹具,钻削6-Φ20孔; 50 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 60 半精车外圆及端面,半精镗Φ60孔; 70 钳,去毛刺 80 检验,入库 工艺路线B: 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 50 半精车外圆及端面,半精镗Φ60孔; 60 钻削,专用钻夹具,钻削6-Φ20孔; 70 钳,去毛刺 80 检验,入库 工艺路线C: 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 半精车外圆及端面,半精镗Φ60孔; 40 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 50 钻削,专用钻夹具,钻削6-Φ20孔; 60 检验 工艺路线D: 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 半精车外圆及端面,半精镗Φ60孔; 50 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 60 钻削,专用钻夹具,钻削6-Φ20孔; 70 钳,去毛刺 80 检验,入库
第8题
如图所示,零件材料为45号钢,大批量生产,硬度HRC30-35,请从以下ABCD四种工艺路线中选择一种零件合理的机械加工工艺路线。工艺路线A: 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 钻削,专用钻夹具,钻削6-Φ20孔; 50 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 60 半精车外圆及端面,半精镗Φ60孔; 70 钳,去毛刺 80 检验,入库 工艺路线B: 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 50 半精车外圆及端面,半精镗Φ60孔; 60 钻削,专用钻夹具,钻削6-Φ20孔; 70 钳,去毛刺 80 检验,入库 工艺路线C: 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 半精车外圆及端面,半精镗Φ60孔; 40 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 50 钻削,专用钻夹具,钻削6-Φ20孔; 60 检验 工艺路线D: 10 下料,Φ205*126,45钢; 20 粗车,三爪夹右端,车左端面,钻中心孔,粗车镗Φ60孔,调头,三爪夹Φ96外 圆,车右端面,车Φ200; 30 热处理:调质,保证硬度HRC30-35; 40 半精车外圆及端面,半精镗Φ60孔; 50 插键槽,三爪包铜皮夹Φ200外圆,插键槽至尺寸; 60 钻削,专用钻夹具,钻削6-Φ20孔; 70 钳,去毛刺 80 检验,入库
第10题
1、基准按其作用的不同要划分为( ) (单选) A、设计基准与工艺基准 B、测量基准与装配基准 C、装配基准与定位基准 D、设计基准与测量基准 2、零件的加工阶段分为( ) (单选) A、粗加工阶段、半精加工阶段、精加工阶段 B、粗加工阶段、精加工阶段 C、半精加工阶段、精加工阶段 D、粗加工阶段、半精加工阶段 3、以下那项不属于本课程零件加工工艺册内容( )(单选) A、零件功用及图纸分析 B、零件检验方法 C、零件加工总结 D、零件加工工艺文件 4、数控机床的F功能常用( )单位 。(单选) A、m/min B、mm/min或 mm/r C、m/r D、r/min 5、数控车削切削用量的选择原则是:粗车时,一般 ( ) ,最后确定一个合适的切削速度v。(单选) A、应首先选择尽可能大的吃刀量ap,其次选择较大的进给量f B、应首先选择尽可能小的吃刀量ap,其次选择较大的进给量f C、应首先选择尽可能大的吃刀量ap,其次选择较小的进给量f D、应首先选择尽可能小的吃刀量ap,其次选择较小的进给量f 6、夹持工件时,下列那项可以不予考虑( )(单选) A、车削方式 B、进给方向 C、工件直径 D、切削液 7、程序段G03 X40 Z-44 R14.5中,G03、X40分别表示( )(多选题) A、圆弧指令 B、X向直径值为40mm C、长度值为40mm D、进给量为40mm 8、程序段T0303中T后面的03表示是3号刀位,第二个03表示的是3号刀补。(判断) A、正确 B、错误 9、程序段G71 P3 Q4 U0 W0中U0表示( ) (单选) A、X轴向精加工余量 B、Z轴向精加工余量 C、精加工程序起始段号 D、精加工程序结束段号 10、工件调头安装后使用百分表校正工件,百分表触头应与()接触。(单选) A、毛坯面 B、端面 C、已加工外圆面 D、回转中心 11、自动加工中出现撞刀情况应()。 (单选) A、快速逃离 B、按下急停开关 C、按下进给保持 D、按下主轴停止 12、粗加工应选用刀尖半径为0.4mm刀具,精加工应选用刀尖半径为0.8mm刀具。(判断) A、正确 B、错误




为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 上学吧
微信搜一搜
上学吧
上学吧
微信搜一搜
上学吧















