 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
什么是数控车床加工的恒切削速度功能?用哪一组指令进行恒切削速度控制
 如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
 更多“什么是数控车床加工的恒切削速度功能?用哪一组指令进行恒切削速…”相关的问题
更多“什么是数控车床加工的恒切削速度功能?用哪一组指令进行恒切削速…”相关的问题
第1题
A. 粗加工精加工转速保持一致,且可以使用恒线速度
B. 粗加工切削量大慢,精加工切削量小快,且不能使用恒线速度
C. 粗加工精加工转速不一定保持一致,可以使用恒线速度
D. 粗加工精加工转速保持一致,且不能使用恒线速度
第2题
在后置刀架数控车床上,使用93°外圆车刀,外径粗加工复合循环指令编制短轴零件(如下图所示)的加工程序。程序的循环起始点在(46,3),切削深度为3mm(直径量)。退刀量为1mm,X 方向精加工余量为0.4mm,Z 方向精加工余量为0.1mm,其中点划线部分为工件毛坯,完成相应填空。 N20 G99 进给量单位为mm/r N21 G96 (① ) 采用恒线速,切削速度为100m/min N25 (②) S3000 主轴转速最高限为3000r/min N30 T0101 N40 (③) 主轴反转 N50 (④) X46 Z3 刀具快速移动到循环起点位置 N60 G71 U(⑤) R1 粗切量: 3mm(直径量) N70 G71 P80 Q(⑥) U0.4 (⑦) F0.4 精切量:X0.4mm Z0.1mm N80 G00 X0 精加工轮廓起始行,移动到倒角延长线 N90 G01 X10 Z-2 F0.2 倒角2×45° N100 Z-20 N110 (⑧) U10 W-5 R5 N120 G01 W-10 N130 G03 U14 W-7 R7 N140 (⑨)Z-52 N150 U10 W-10 N160 W-20 精加工Φ44 外圆,精加工轮廓结束 N170 X50 退出已加工面 N190 M05 主轴停 N200 (⑩) 主程序结束并复位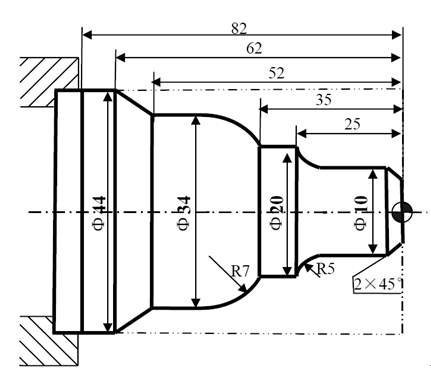
第3题
A.为了能在数控车床等机床上加工螺纹,要求主轴驱动与进给驱动实行同步控制
B.为了保证端面加工的表面粗糙度,要求数控车床、磨床等机床的主轴驱动系统具有恒线速切削功能
C.在加工中心上,由于自动换刀的需要,要求主轴驱动系统具有高精度的停位控制功能
D.有的数控机床还要求主轴驱动系统具有角度控制功能
E.主轴驱动系统的效率应较高
第4题




为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 上学吧
微信搜一搜
上学吧
上学吧
微信搜一搜
上学吧















