 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
对刀具进行编码是的要求()
A.顺序选刀
B.任意选刀
C.软件选刀
D.以上都不是
 如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
 更多“对刀具进行编码是的要求()”相关的问题
更多“对刀具进行编码是的要求()”相关的问题
第2题

1)补齐程序中画线处的程序段。
2)根据程序中的数据,在解释栏中填入程序说明。
3)该零件的不同加工部分所用铣刀应进行选择:深度为5的异形轮廓的加工用(1),刀具编号及其补偿号均为01;中心球面的加工应选用(2),刀具编号及其补偿号均为02;两个通孔的加工采用(3),刀具编号及其补偿号均为03。
4)读完两段程序后,请问:两程序中使用的G54和G55的参数是否相同?若不同,是哪些参数不同?(4)

第3题

(1)在给定机床坐标系和编程坐标系关系下用绝对坐标方式编写加工程序;
(2)机床坐标原点即为起刀点也为刀具终点;
(3)加工路径为①—②—③—④—⑤—⑥—⑦,主轴转速900r/min,进给速度150mm/min。(不考虑刀补功能)
第4题
A、实时分配各轴在每个插补周期内的位移量
B、实时计算一个插补周期的轮廓步长模态代码
C、实时计算刀具相对于工件的合成进给速度
D、在轮廓的起点和终点之间,实时计算各个中间点的坐标
第5题
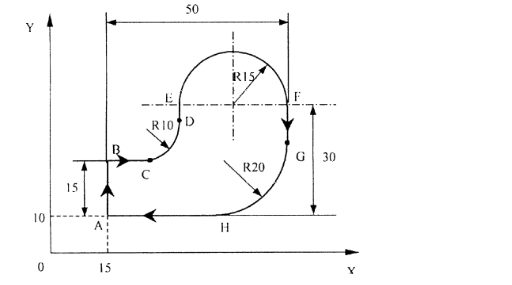
如下图所示零件轮廓,零件毛坯为铸件,周边铣削余量3mm。试按所学的代码格式(JB 3298-1983)编写其加工程序。已知与要求:
(1)在给定坐标系内采用绝对尺寸编写加工程序;
(2)刀具初始位置位于坐标原点,也为程序的起点和终点;
(3)加工路径按箭头所示;
(4)进给速度150mm/min,主轴转速800r/min;
(5)数控系统具有跨象限圆弧插补功能;
(6)不考虑刀具直径。
第6题

(1)铣床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(2)图中以绝对尺寸标注,在给定工件坐标系内采用绝对尺寸编程(不考虑刀补);
(3)设坐标原点O既为刀具起点又为刀具终点,Z坐标零点设置在工件上表面,刀具初始位置离工件上表面10mm;
(4)主轴转速1000r/min,进给速度50mm/min。
第7题
A、工艺过程
B、工艺参数
C、刀具位移量数据
D、辅助动作
第8题
A. 必须精细检查,做到不错检、漏检;
B. 在规定部位顺纤维切口,切口深浅适当;
C. 统一编号;
D. 检疫人员用的检疫刀钩被烈性传染病污染时,必须用水冲洗干净。
第9题
A、内容要简要、明确,术语正确,字迹工整
B、所用符号,计量单位等应符合有关标准
C、“设备”栏一般填写设备的型号、名称,必要时还应填写设备编号
D、“工艺装备”栏内的刀、夹、量、辅具,其中属专用的,按专用名称(编号)填写




为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 上学吧
微信搜一搜
上学吧
上学吧
微信搜一搜
上学吧















