 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
P(X>50)的值()P(X>100)的值。
A.大于
B. 等于
C. 小于
D. 可能大于也可能小于
 如搜索结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如搜索结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.大于
B. 等于
C. 小于
D. 可能大于也可能小于
如搜索结果不匹配,请 联系老师 获取答案
 更多“P(X>50)的值()P(X>100)的值。”相关的问题
更多“P(X>50)的值()P(X>100)的值。”相关的问题
第4题
第5题
CLEAR
PUBLIC X,Y
X=10
Y=100
DO P8
? X,Y && 输出10 BBB
*过程 P8
PROCEDURE P8
PRIVATE X && 屏蔽上层同名的变量,使本模块X的不上传
X=50
LOCAL Y && 屏蔽上层同名的变量,Y与上下本模块都无关,Y初值为.F.
DO P9 && X的值在P9中被修改后,将带回P8
? X,Y && 输出AAA .F.
RETURN
*过程 P9
PROCEDURE P9
X="AAA"
Y="BBB"
RETURN
A.10 BBB
AAA 100
B.AAA BBB
10 100
C.10 .F.
AAA BBB
D.AAA .F.
10 BBB
第6题
y=0
p=100
x=04
Do
p=p*(1-x)
y=y+1
Loop Until p<【 】
MsgBox y
第7题
Y=0
P=100
X=0.04
DO
P=【 】
Y=Y+1
LOOP UNTIL P<【 】
MSGBOX Y
第8题
1. 某数控车床配置FANUC数控系统,用外径粗加工复合循环加工一典型零件。工件坐标系设在右端面,循环起始点在A(100,3),切削深度为3.0mm,X方向精加工余量为0.6mm(直径值),Z方向精加工余量为0.3mm。零件的部分形状已给出,其中点划线部分为工件毛坯(见下图)。请仔细阅读程序,完成下列内容。 (1)根据程序中的尺寸数据,画出该零件的几何图形并标注尺寸,画出零件的工件坐标系。 (2)填空:执行该程序,粗加工时的主轴转速为 ,进给速度为 ;精加工时的主轴转速为 ,进给速度为 ;G70语句的含义是: ;粗加工X方向的加工余量是 。 程 序 注 释 O5101; N010 G00 T0101 X120 Z60; N020 S500 M03; N030 G00 X100 Z3; N040 G71 P50 Q140 U0.6 W0.3 D3.0 F200; N050 G00 X18 S800; N060 G01 X30 Z-3 F100; N070 Z-12; N080 G02 X36 Z-15 R3; N090 G01 X44; N100 G03 X54 Z-20 R5; N110 G01 W-10; N120 G02 X70 Z-38 R8; N130 G01 W-12; N140 X90 W-10; N150 G70 P50 Q140; N160 G00 X120 Z60; N170 M05; N180 M30; 程序号 选定刀具及刀补,到起刀点位置 主轴以500r/min正转 刀具到循环起点位置 回起刀点 主轴停 程序结束并复位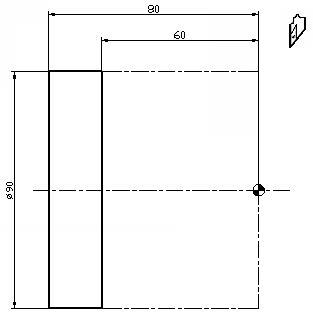




为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 上学吧
微信搜一搜
上学吧
上学吧
微信搜一搜
上学吧















