 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[判断题]
编制好零件的加工程序后,必须经过仿真加工才能输入机床进行零件的实际加工。
 如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
 更多“编制好零件的加工程序后,必须经过仿真加工才能输入机床进行零件…”相关的问题
更多“编制好零件的加工程序后,必须经过仿真加工才能输入机床进行零件…”相关的问题
第1题
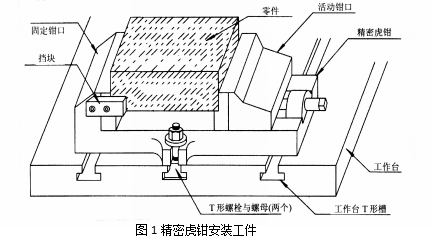
刀具技术数据如表1所示,夹具为精密虎钳,如图1所示,工件装夹采用完全定位,请根据给定的条件,完成作业。
 1 根据表2加工工艺,在Master Cam软件中编制图2型腔铣削程序,并在Vericut仿真软件中对nc程序进行验证。 表2加工工艺 工步 内容 机床、刀具 1 粗铣150×150型腔,侧面留余量0.5(单边0.25) 立式加工中心,Φ10立铣刀 2 精铣型腔侧面 立式加工中心,Φ10立铣刀
1 根据表2加工工艺,在Master Cam软件中编制图2型腔铣削程序,并在Vericut仿真软件中对nc程序进行验证。 表2加工工艺 工步 内容 机床、刀具 1 粗铣150×150型腔,侧面留余量0.5(单边0.25) 立式加工中心,Φ10立铣刀 2 精铣型腔侧面 立式加工中心,Φ10立铣刀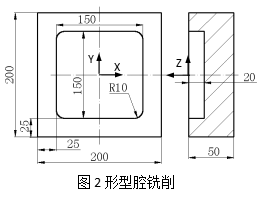 2 根据表3加工工艺,在Master Cam软件中编制图3综合零件程序,并在Vericut仿真软件中对nc程序进行验证。 表3加工工艺 工步 内容 机床、刀具 1 粗铣深5轮廓,留余量0.5 立式加工中心,Φ10立铣刀 2 粗铣深8轮廓,留余量0.5 3 粗铣34×34轮廓,侧面留余量0.5 4 精铣深5轮廓 立式加工中心,Φ10立铣刀 5 精铣深8轮廓 6 铣34×34轮廓 7 钻4-Φ8定心孔 立式加工中心,90°定心钻 8 钻4-Φ8孔 立式加工中心,Φ8钻头
2 根据表3加工工艺,在Master Cam软件中编制图3综合零件程序,并在Vericut仿真软件中对nc程序进行验证。 表3加工工艺 工步 内容 机床、刀具 1 粗铣深5轮廓,留余量0.5 立式加工中心,Φ10立铣刀 2 粗铣深8轮廓,留余量0.5 3 粗铣34×34轮廓,侧面留余量0.5 4 精铣深5轮廓 立式加工中心,Φ10立铣刀 5 精铣深8轮廓 6 铣34×34轮廓 7 钻4-Φ8定心孔 立式加工中心,90°定心钻 8 钻4-Φ8孔 立式加工中心,Φ8钻头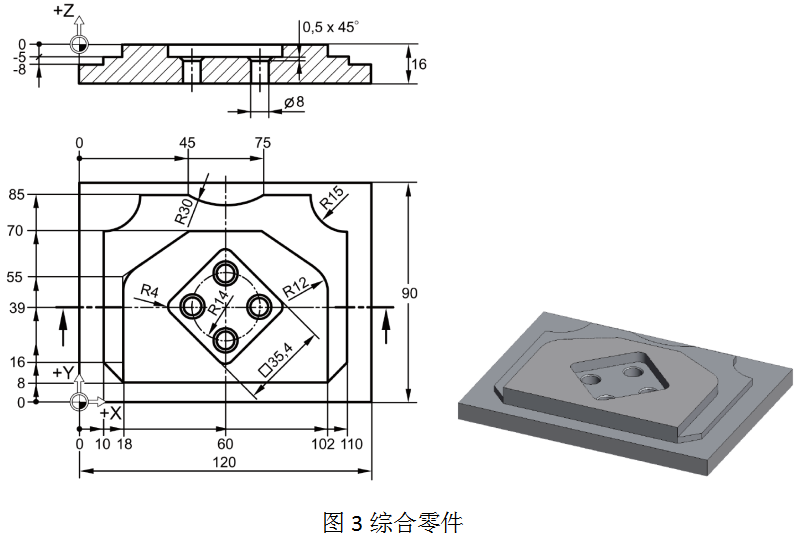
第5题
A.可以将自己编好的程序输入数控装置进行零件加工,碰到问题时可以随时改变程序
B.可以将自己编好的程序随时输入数控装置进行零件加工
C.严禁将未经验证的程序输入数控装置进行零件加工
D.以上都不对
第10题





为了保护您的账号安全,请在“上学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 上学吧
微信搜一搜
上学吧
上学吧
微信搜一搜
上学吧















